1.不锈钢法兰焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
2、铬不锈钢法兰管件焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。
3、不锈钢法兰管件,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬不锈钢法兰好一些。采用同类型的铬不锈钢法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用不锈钢法兰管件焊条(A107、A207)。
...
2015年8月2日
不锈钢法兰对焊法兰双双对对的百结花儿成簇开
不锈钢法兰对焊法兰双双对对的百结花儿成簇开
法兰的类型
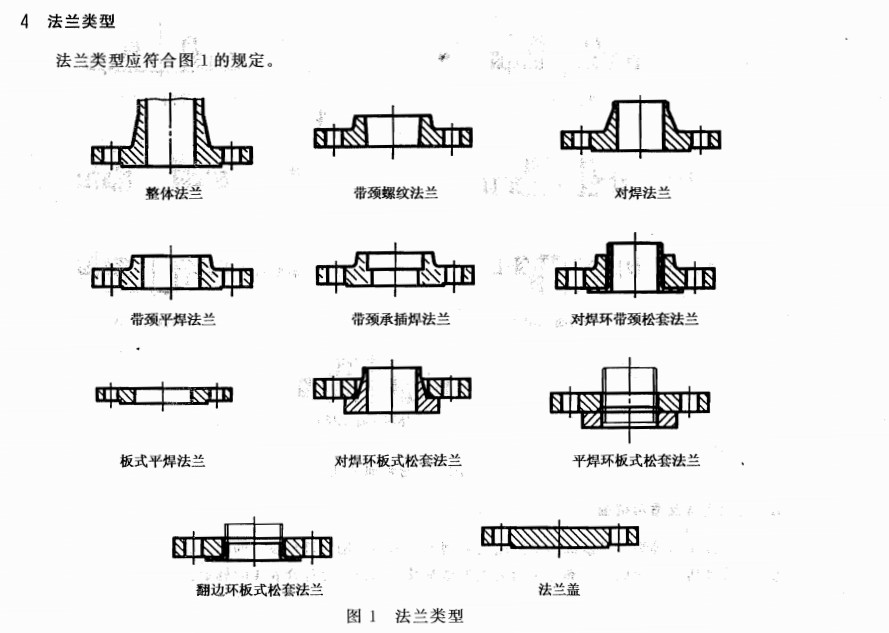
法兰的类型
Tags:
发布:admin | 分类:法兰技术 | 评论:0 | 引用:0 | 浏览:
2015年8月2日
日标法兰及力反应当时洽豆电影网
日标法兰及力反应当时洽豆电影网
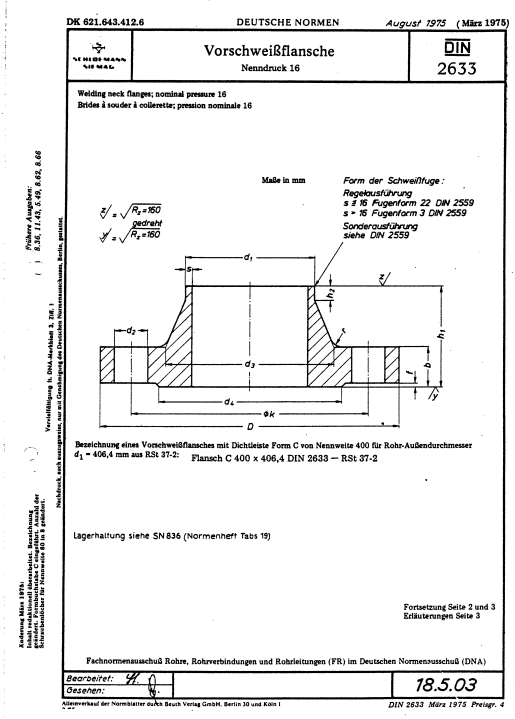
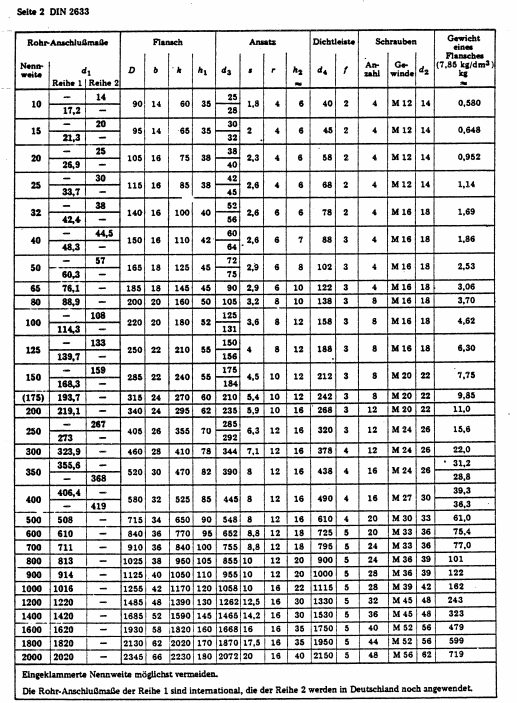
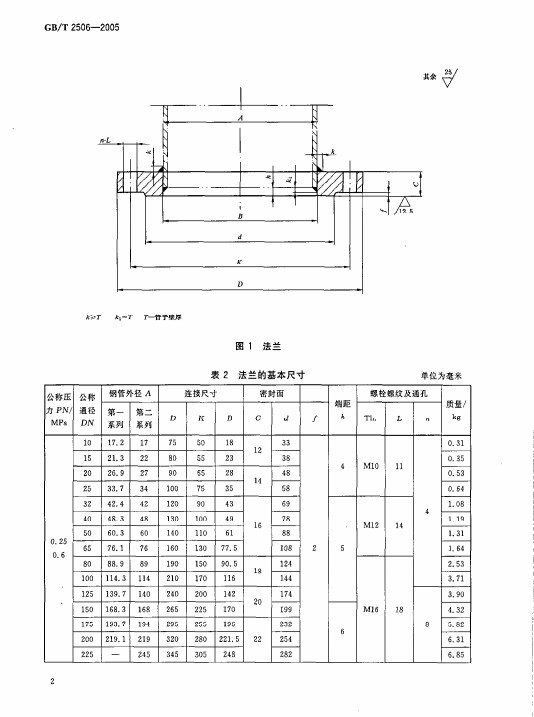
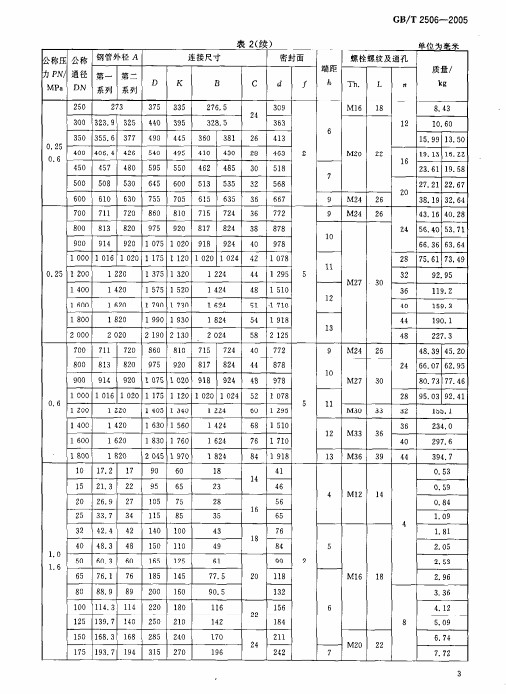
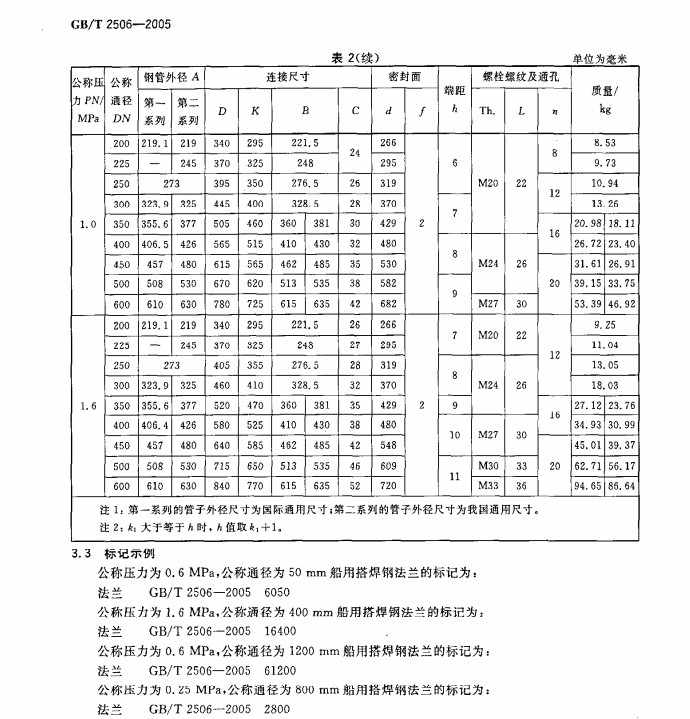
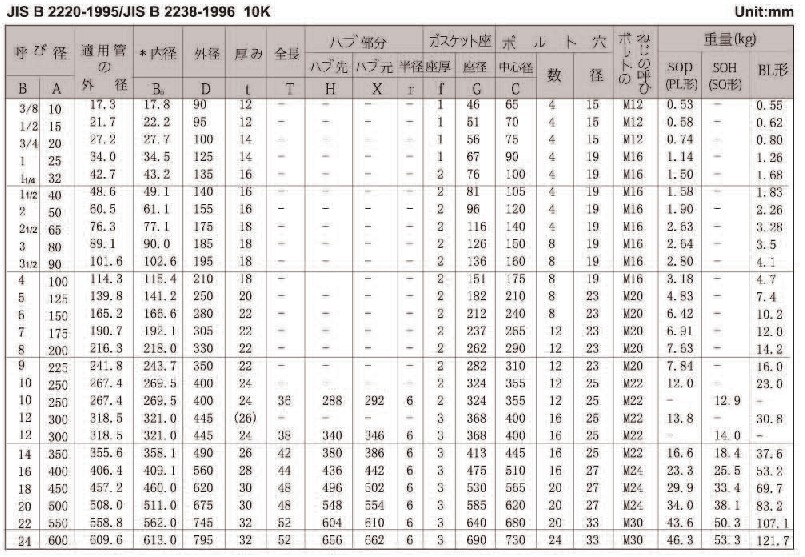
日标法兰标准20K 图纸
日标法兰标准20K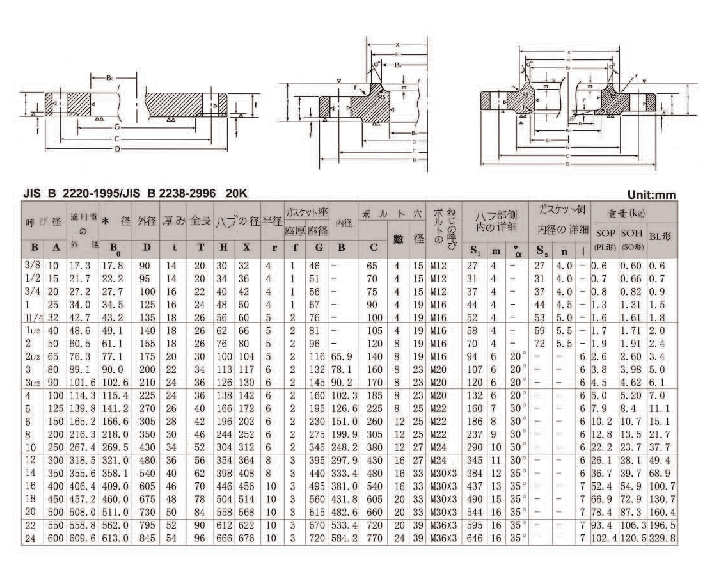
日标法兰标准20K 图纸
日标法兰标准20K
Tags:
发布:admin | 分类:法兰技术 | 评论:0 | 引用:0 | 浏览:
2011年12月1日
不锈钢法兰有什么作用?
法兰管件指带有法兰(突缘或接盘)的管件。它可由浇铸而成,也可由螺纹连接或焊接构成。法兰联接指由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。

Tags: 不锈钢法兰
发布:admin | 分类:法兰技术 | 评论:0 | 引用:0 | 浏览:
2011年12月1日
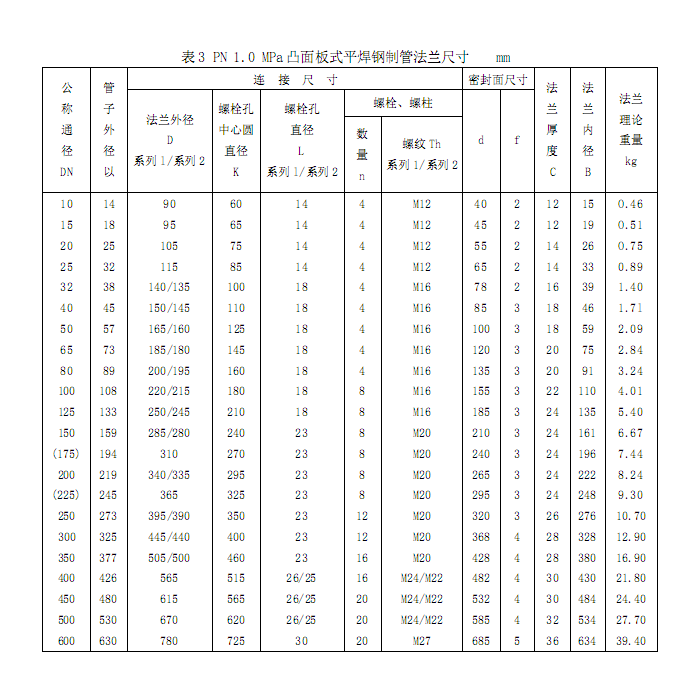
平焊法兰和对焊钢法兰的适用范围
法兰密封面的型式有三种:平面型密封面,适用于压力不高,介质无毒的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃,易爆,有毒介质及压力较高的场合.垫片是一种能产生塑性变形,并具有一定强度的材料制成的圆环.大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板,石棉板,聚乙烯板等;也有用薄金属板(白铁皮,不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片.

Tags: 法兰
发布:admin | 分类:法兰技术 | 评论:0 | 引用:0 | 浏览:
文章归档
- 2017 August (1)
- 2017 May (1)
- 2016 December (1)
- 2016 November (2)
- 2016 October (3)
- 2016 September (1)
- 2016 August (7)
- 2016 July (4)
- 2016 June (8)
- 2016 May (25)
- 2016 April (56)
- 2016 March (13)
- 2016 February (3)
- 2016 January (8)
- 2015 December (9)
- 2015 November (8)
- 2015 October (11)
- 2015 September (70)
- 2015 August (44)
- 2015 July (19)
- 2015 June (15)
- 2012 February (22)
- 2011 December (5)
- 2011 November (52)